Коленвал КамАЗ 740 — особенности конструкции, размеры, восстановление
Основные детали, которые применяют при сборке коленвалов серии КамАЗ 740 — 4 шатуна и 5 коренных шеек. Для их соединения используют такие детали, как сопряженные гантели, щеки. Все комплектующие изготовлены из высокоуглеродистой стали, проходят спецобработку при высоком давлении и температуре, за счет чего повышают прочность и увеличивают рабочий ресурс.
Особенности конструкции коленвалов КамАЗ 740
Для снижения вибрационной нагрузки и обеспечения уравновешивания инерционных моментов, предусмотрена установка комплекта из 6 противовесов. Как и щеки коленвала, они сделаны по технологии холодной штамповки. Дополнительно 2 противовеса напрессовываются непосредственно на вал.
Смазка основных частей коленвала обеспечена за счет отверстий, которые просверливают в коренных шейках. Шатунные шейки располагаются под прямым углом, за счет этого обеспечивается равномерная очередность крутящих моментов. Для регулировки углового положения деталей по отношению к коленвалу - применяют специальные шпонки. В гнездо хвостовика коленчатого вала впрессовывают шарикоподшипник.
Во фронтальный носовик устройства устанавливается жиклер с откалиброванным отверстием. Через него обеспечивается подача смазки на приводной механизм гидромуфты. Чтобы предотвратить возможное осевое смещение коленвала, предусмотрено применение пары верхних и нижних полуколец. Они устанавливаются так, чтобы обеспечить плотное прилегание канавок к торцам вала.
В передней и задней части на носках блока устанавливается привод маслонасоса с шестерней, ведущий зубчатый узел распредвала. С задней стороны устройство предусмотрено наличие 8 резьбовых соединений, за счет которых крепится механизм, позволяющий гасить вращающие моменты. Для уплотнения коленвала в картер маховика устанавливают резиновую манжету с пыльником. Для ее изготовления используют полимерный фторкаучуковый состав.
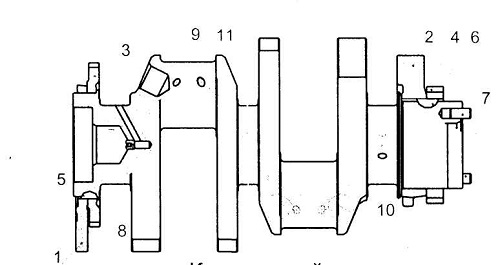
- Противовес передний.
- Задний аналог.
- Приводная шестеренка.
- Зубчатый элемент привода ГРМ.
- Шпонка.
- Шпонка.
- Штифт.
- Жиклер.
- Разгрузочные гнезда.
- Гнезда для подвода масла.
- Отверстия для маслопровода к шатунным шейкам.
Ремонтные размеры коленвала КамАЗ 740
В таблицах приведены габариты, при которых допускается восстановление частей узла:
| Разновидность | Размер шейки основной (мм) | Отверстие в узле цилиндров (мм) |
| PO-1 | 94.7 | 100 |
| PO-2 | 94.5 | 100 |
| PO-3 | 94.25 | 100 |
| P10 | 95.0 | 100.5 |
| P11 | 94.75 | 100.5 |
| P12 | 94.5 | 100.5 |
| P13 | 94.25 | 100.5 |
Номинальные размеры коленвала КамАЗ 740 для ремонта и замены вкладок:
| Обозначение | Диаметральный размер шейки шатуна в диаметре (мм) | Отверстие в кривошипе шатуна по диаметру (мм) |
| PO-1 | 79.75 | 85.0 |
| PO-2 | 79.5 | 85.0 |
| P10 | 80.0 | 85.5 |
| P11 | 79.75 | 85.5 |
| P12 | 79.5 | 85.5 |
| P13 | 79.25 | 85.0 |
| PO-3 | 79.25 | 85.0 |
Ремкомплект
В ремкомплект коленвала серии КамАЗ 740 включен целый набор деталей. Основные из них:
- Стопорные и пальцевые элементы.
- Поршни с комплектом колец.
- Уплотнительные детали.
- Цилиндровая гильза.
В блоке цилиндров установлены охлаждающие форсунки, которые необходимы для подачи смазывающей жидкости под давлением в пределах 0,8/1,2 атмосфер от основной магистрали. Такие показатели устанавливают при помощи корректирующих клапанов. Масло поступает во внутренние поверхности поршней.
При сборке двигателя важно обеспечить точный контроль расположения трубок форсунок по отношению к цилиндрам и гильзам поршня. Отметим, что непосредственный контакт со второй деталью недопустим.
Для соединения поршня с шатуном используется плавающий палец, который сделан с применением хром-никелевой стали. Чтобы предотвратить осевые смещения этой детали, устанавливают специальные стопорные кольца.

Восстановление коленчатого вала
В ходе ремонта важно правильно выполнить мойку и очистку коленчатого вала от нагара. Для этой цели целесообразно использовать пульверизатор, который подключают к компрессору. Под коленвал подкладывают лист прочного чистого картона, емкость, в которой будет осуществляться мойка, наполняется дизельным топливам. Процедуру необходимо проводить до тех пор, пока не прекратят появляться пятна грязи, металлическая стружка. Практика показала, что при подобной очистке коленвала удается вернуть уровень заводской подачи детали.

При производстве коленвалы КамАЗ 740 проходят закаливающую обработку при помощи воздействия высокочастотных токов. Такая классическая технология позволяет получить защитный слой, толщина которого составляет 2-3 мм. Данное решение существенно увеличивает прочность детали, повышает устойчивость к внешним механическим воздействиям, продлевает рабочий ресурс.
Также при производстве стала использоваться и технология азотирования. В этом случае коленвал подвергается термохимической обработке. Но стоит отметить, что глубина защитного слоя в этом случае несколько уменьшается. По этой причине более эффективной считается классическая закалка при помощи тока высокой частоты.